ペレット製造機のリング金型は、高精度加工、機械加工、特殊熱処理工程を経た合金鍛造品です。通常、リング金型の材料には、一定の表面硬度、芯部の優れた靭性と耐摩耗性、そして優れた耐食性が求められます。
リング型に対する従来の加工手順
リング金型は、鍛造によって得られたブランク材を機械加工によって成形し、外側に溝部を有する円形部品です。リング金型の従来の加工工程は、主に鍛造、粗加工および精密旋削、穴あけ、穴拡げ、熱処理、研磨処理を経て完成品のリング金型を製造するものです。
異なるリング金型材料を用いると、異なる加工技術が採用され、同じ材料から異なる加工技術を用いて製造されたリング金型でも、性能に大きな違いが生じる。

リング鍛造プロセス
鍛造(または鍛造加工)とは、工具や金型を用いて金属ビレットに衝撃や静圧などの外力を加え、塑性変形を起こさせてサイズ、形状、特性を変化させ、機械部品やブランク部品を製造する成形・加工方法である。
必要なリング金型仕様に従って鋼材をブランク材として選定し、予備鍛造成形を行う。リング金型鍛造の品質は、材料の鍛造工程に左右されるため、適切な加熱温度と時間が必要となる。
リングダイ圧延プロセス
鍛造成形と比較して、リング圧延成形プロセスは、リング圧延と機械部品製造技術を組み合わせたものであり、リングに連続的な局所的な塑性変形を引き起こし、それによって肉厚の減少、直径の拡大、断面形状の形成といった塑性加工技術を実現する。
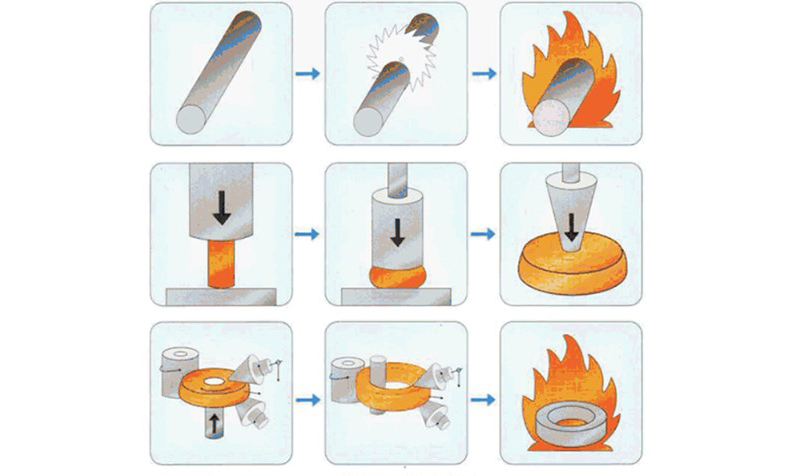
リング圧延工程の特徴:円形ビレットの圧延工具は回転し、変形は連続的に行われる。リングブランクの選定は、リング圧延工程において極めて重要な役割を果たす。ブランクの始点とサイズは、材料の初期体積分布、圧延変形度、および金属流動効率を直接的に決定する。

投稿日時:2024年6月17日