ペレットミル用フラットダイ
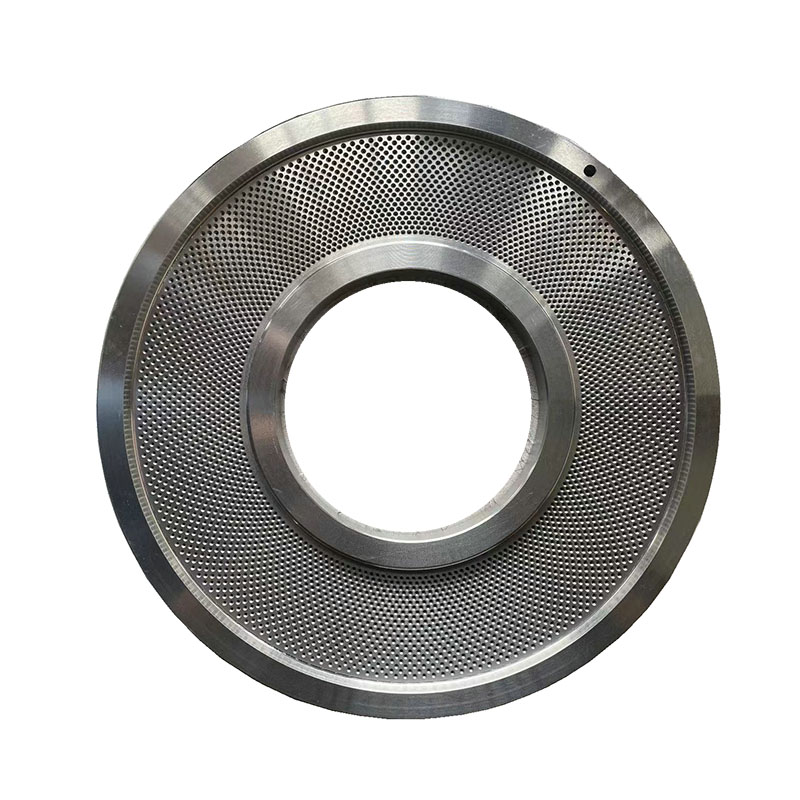


穴あけ加工の前に、丸棒は特定の直径と厚さに切断・旋削加工され、寸法公差と表面品質が検査されます。測定と検査が成功すると、固有の製品番号が付与され、製造工程の各段階を追跡するための詳細な技術文書が発行されます。
穴あけ作業を行う前に、穴の形状と適切な長さを選択する必要があります。高い精度を確保し、穴の平面度を最大限に高めるためには、高品質のドリルビットが不可欠です。
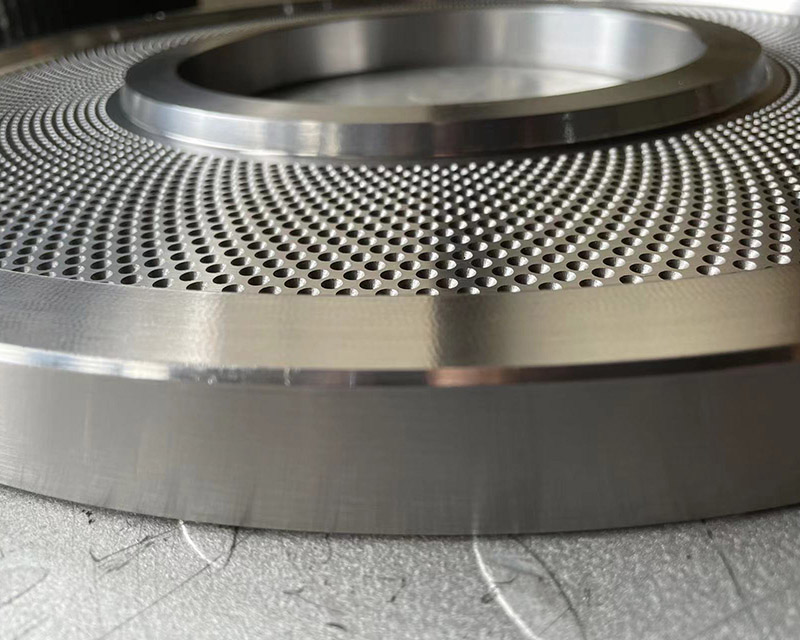
カウンターボアの深さと角度は造粒材料によって異なり、これらのパラメータは最終製品の品質を左右する重要な要素となる。
熱処理後の硬度はHRC55~66で、優れた耐久性を有し、耐摩耗性と生産性を向上させます。熱処理工程は、材料に適したパラメータを用いて実施し、最大の硬度と適切な耐性を確保することで、亀裂発生のリスクを排除する必要があります。
高品質な製品には、完全に滑らかで皿穴加工された穴が必要です。ハンマーは、イタリア製の輸入ドリルと高度な真空熱処理プロセスを採用し、水平方向の穴の酸化を防ぎ、金型穴の滑らかさを効果的に確保することで、最高品質の顆粒製品を生み出しています。
造粒機の高品質を維持するためには、製造工程を継続的に監視し、各製造工程を厳密にモニタリングして不良品の数を減らす必要がある。
ODM中国ペレットマシンローラーとダイ、およびローラーと6mmダイのセットを供給しています。現在、国内外のお客様から高い評価をいただいております。「信用重視、顧客第一、高効率、成熟したサービス」という経営理念を堅持し、各界の皆様との協力を心より歓迎いたします。


ここにメッセージを書いて送信してください
